¿Qué es una matriz de doblado cóncava?
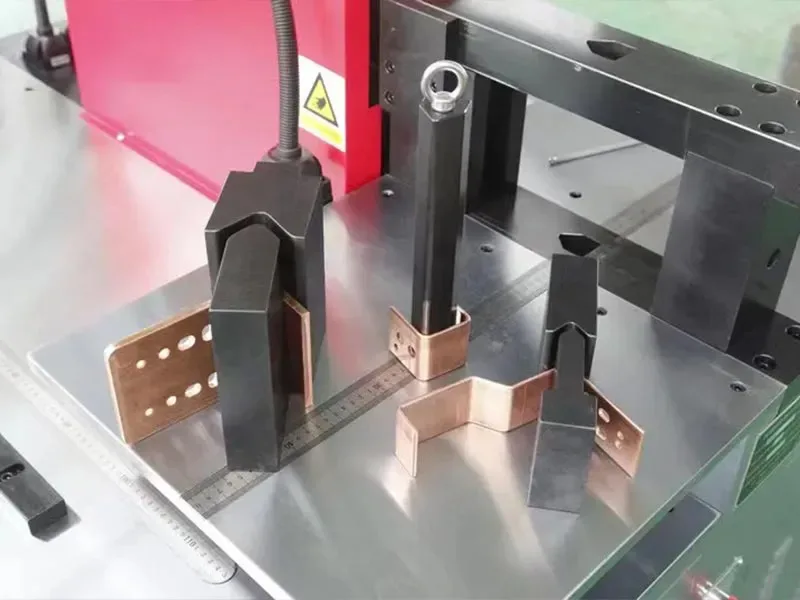
La matriz de doblado cóncava (generalmente denominada matriz cóncava) es un componente clave en la máquina dobladora de barras conductoras. Se utiliza para soportar y colaborar con la matriz superior (punzón) en la formación de barras conductoras de cobre o aluminio. Trabajando en conjunto con la matriz superior (punzón), utiliza presión para doblar el material metálico en forma de V, U o ángulos específicos. Su función principal es adaptarse a materiales metálicos de diferentes espesores —logrando así un conformado de alta precisión— mediante el uso de matrices inferiores con diferentes anchos de apertura (ranuras en V).
¿Por qué algunas curvas en Z son imposibles de lograr con matrices de doblado cóncavas?
1. Límite de longitud mínima del segmento
- Esta es la limitación más común de las matrices de doblado cóncavas. Debido a que la matriz cóncava estándar tiene un ancho determinado, si la longitud de la sección central de la forma de Z es menor que la mitad del ancho de la matriz inferior más el espesor de la barra conductora, el primer doblez de la barra conductora presionará contra el borde de la matriz inferior, lo que imposibilitará su colocación. Si la altura de escalón H requerida por el plano es demasiado pequeña, se recomienda utilizar un molde de compensación.
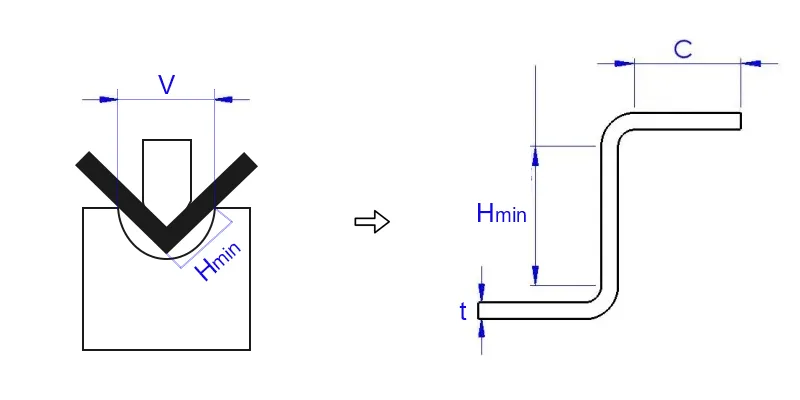
Fórmula de cálculo: Hmin = (V/2) - 2t
2. Errores acumulados de Angular e inestabilidad del soporte
- Limitaciones de precisión: El doblado de barras conductoras en forma de Z implica dos operaciones de doblado distintas. Al utilizar matrices de doblado de barras conductoras estándar, la presencia del doblado inicial durante la segunda operación puede provocar inestabilidad en los puntos de apoyo de la barra conductora sobre la matriz; esta inestabilidad conlleva desviaciones de posicionamiento y una menor precisión en el doblado.
- Acumulación de recuperación elástica: Las matrices estándar para doblar barras conductoras se basan en el control de carrera para determinar el ángulo de doblado. Un doble doblado implica dos casos de recuperación elástica. Si el material de la barra conductora presenta una dureza inconsistente, los dos extremos del doblez en forma de Z pueden desalinearse fácilmente (específicamente, dejar de ser paralelos), lo que dificulta la instalación cuando los orificios para los pernos no coinciden.
3. Interferencia del espesor del molde con la "zona muerta"
- Interferencia del troquel superior (punzón): Las matrices superiores estándar de tipo espada recta suelen ser bastante gruesas. Durante el segundo doblado inverso, la parte doblada de la barra conductora puede chocar con el vástago o el lateral de la matriz superior.
- Interferencia estructural de la máquina: En el caso de barras conductoras más largas, la sección que se inclina hacia arriba durante el proceso de doblado puede entrar en contacto con la viga de presión principal o la protección de seguridad de la máquina. Esta "zona muerta" física limita el espacio disponible para voltear piezas largas en forma de Z.
4. Concentración de tensiones e indentación
- Cuando se presiona la matriz de doblado de la máquina dobladora, la barra colectora intentará volver a su forma original debido a la elasticidad del metal, lo que da como resultado un ángulo de doblado real mayor que el ángulo presionado por la matriz de doblado.
¿Cómo elegir la matriz de doblado de barras colectoras adecuada para su proceso?
Tomando como referencia a la empresa SUNSHINE Máquina de procesamiento de barras colectoras CNC SS-50-3CNC PRO Por ejemplo, este equipo está configurado con dos tipos de matrices hembra con anchos máximos de 40 mm y 90 mm, que corresponden a alturas mínimas de doblado de 20 mm y 45 mm, respectivamente. Si la altura mínima de doblado requerida supera los 20 mm, puede utilizar esta matriz estándar para barras colectoras; sin embargo, si la altura mínima de doblado requerida es demasiado pequeña, le recomendamos solicitar una matriz de desplazamiento personalizada.
Ejemplo 1:
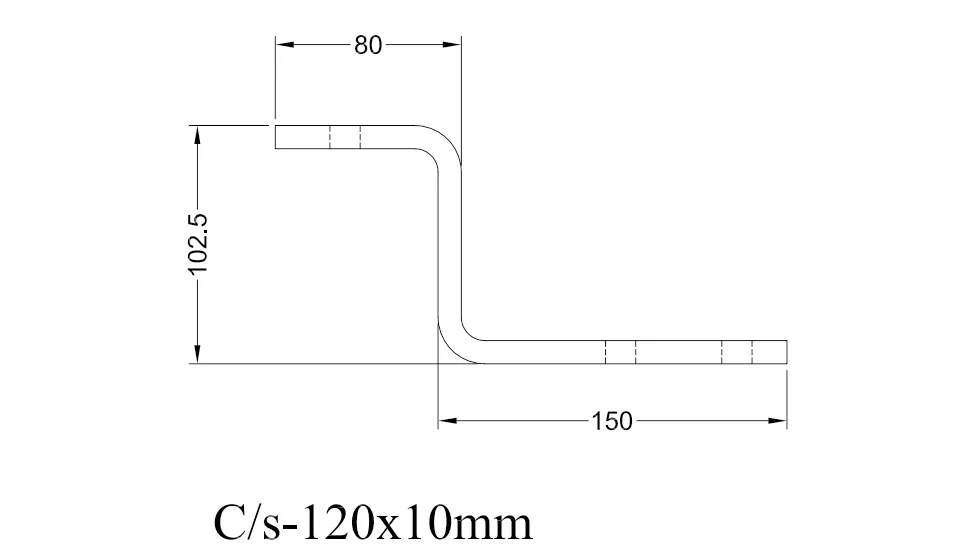
Según las especificaciones mostradas en los planos técnicos, este componente es una barra conductora típica de 120 mm de ancho y 10 mm de espesor. Un espesor de 10 mm corresponde a una carga media-alta, lo que implica que la matriz de doblado debe ser capaz de soportar fuerzas de doblado considerables para formar la curva en Z requerida, con una longitud de sección central de 102,5 mm. Dada la gran área de sección transversal, el ángulo de doblado profundo y la naturaleza robusta de esta barra conductora, el tonelaje requerido para la operación de doblado es significativo; por lo tanto, el uso de una máquina dobladora de barras conductoras CNC con una capacidad de 50 toneladas o superior es absolutamente esencial.
Especificaciones recomendadas:
Recomendamos utilizar el Máquina dobladora de barras colectoras CNC SUNSHINE SS-30-3, configurado con matrices de doblado de barras colectoras con ranura en V con un ancho de 80 mm o 100 mm.
Ejemplo 2:
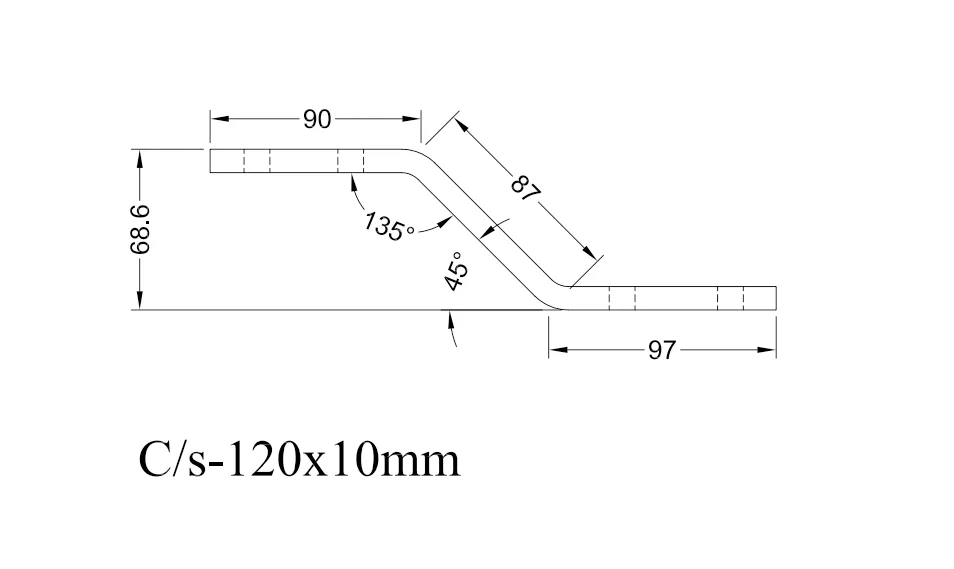
Se trata de una barra conductora curvada en forma de Z que mide 120 mm de ancho, 10 mm de espesor y 87 mm de longitud en la sección central; debido a su espesor de 10 mm, se requiere una matriz de curvado de barras conductoras capaz de soportar fuerzas de flexión sustanciales.
Especificaciones recomendadas:
Recomendamos utilizar el SUNSHINE de mayor tonelaje. Máquina dobladora de barras colectoras SS-30-3CNC Pro, configurado con herramientas de doblado de barras colectoras con matriz en V que presentan un ancho de 80 mm o 100 mm.
Ejemplo 3:
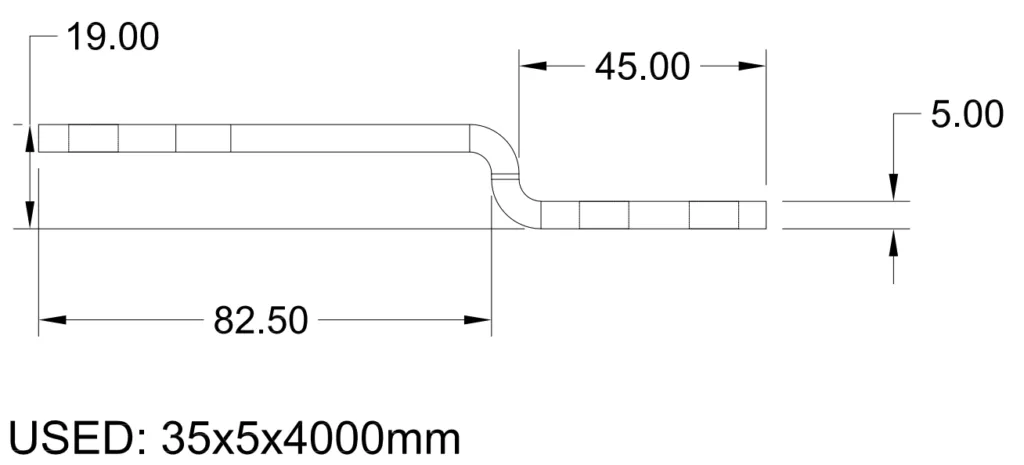
Según los planos, se trata de una barra conductora de pequeño formato que mide 35 mm de ancho y 5 mm de espesor. La longitud total de la sección central es de 19 mm; sin embargo, tras restar el espesor de las dos barras de cobre, la longitud del segmento angular intermedio se reduce a tan solo 9 mm, lo que resulta en una holgura muy pequeña.
Especificaciones recomendadas:
Para este tipo de barras conductoras relativamente delgadas, estrechas y de pequeñas dimensiones, recomendamos personalizar directamente un troquel de conformado de una sola pieza (específicamente, un troquel descentrado). Esto elimina la necesidad de un proceso de doblado en dos etapas, permitiendo que ambos dobleces se completen en una sola operación de estampado, lo que aumenta significativamente la eficiencia de la producción.
En base a lo anterior, se puede concluir que las barras conductoras con mayor espesor y tramos de doblado más largos imponen mayores exigencias a las herramientas. Específicamente, a medida que aumenta el espesor de la barra conductora y se alarga el tramo de doblado, la fuerza de doblado que debe soportar la matriz de doblado de barras conductoras se incrementa; por consiguiente, los requisitos de tonelaje para la máquina de doblado de barras conductoras aumentan proporcionalmente.
- Para barras colectoras con un espesor de 16 mm o más y una gran distancia entre centros, se debe utilizar una matriz de doblado de barras colectoras de 80 a 100 mm. Recomendamos combinarla con una SUNSHINE SS 50-3CNC o SS 80-3CNC Máquina dobladora de barras colectoras de alto tonelaje.
- Para un espesor de 10 mm y una gran distancia entre centros, basta con una matriz de doblado estándar. Por ejemplo, una máquina dobladora de barras colectoras SS-30-3CNC equipada con una matriz de doblado de 50 mm u 80 mm puede realizar el proceso con éxito. La selección de la matriz específica se determinará en función de la distancia real entre centros.
- Para un espesor de 5 mm con una distancia entre centros muy pequeña: simplemente encargue un troquel offset personalizado; esto permite una producción en masa altamente eficiente.
A la hora de seleccionar matrices para doblar barras conductoras, el objetivo no es elegir la opción más cara, sino la que mejor se adapte a sus necesidades específicas de procesamiento.
Elegir la matriz de doblado adecuada es fundamental; no solo influye en la eficiencia del procesamiento, sino que también afecta directamente a la conductividad eléctrica, la integridad estructural y el acabado superficial de la barra conductora.
Robin, un ingeniero con más de diez años de experiencia en ventas de máquinas para barras colectoras, aconseja que al seleccionar matrices en función de su proceso de doblado, debe considerar exhaustivamente el método de doblado, las especificaciones de la barra colectora y los requisitos de precisión. Actualmente, SUNSHINE es el mayor fabricante y proveedor de China. Equipos de procesamiento de barras colectoras CNCEstamos totalmente equipados para proporcionarle la diversa gama de matrices necesarias para la fabricación de barras conductoras a medida.
Por favor, siéntase libre de Contáctanos Envíenos sus planos técnicos y le ayudaremos a seleccionar las matrices de doblado que mejor se adapten a sus necesidades específicas de procesamiento de barras conductoras. ¡Esperamos tener la oportunidad de colaborar con usted!