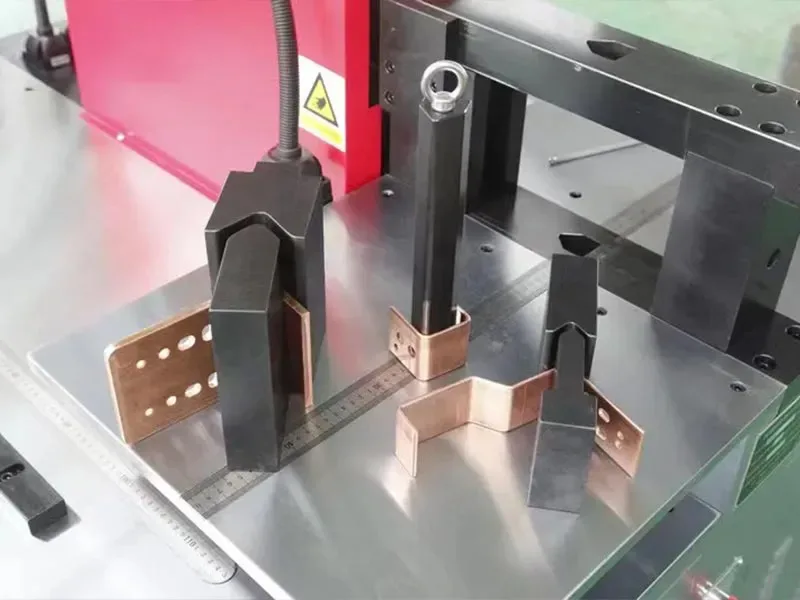
What is Concave Bending Die?
The concave bending die (usually referring to the concave die) is a key component in the busbar bending machine used to support and cooperate with the upper die (punch) to form copper or aluminum busbars. Working in conjunction with the upper die (punch), it utilizes pressure to bend metal stock into V-shapes, U-shapes, or specific angles. Its primary function is to accommodate metal stock of varying thicknesses—thereby achieving high-precision forming—by utilizing lower dies with different opening widths (V-grooves).
Why are some Z-bends impossible to achieve with concave bending dies?
1. Minimum Segment Length Limit
- This is the most common limitation of concave bending dies. Because the standard concave die has a certain width, if the length of the middle section of the Z-shape is less than half the width of the lower die plus the thickness of the busbar, the first bend of the busbar will press against the edge of the lower die, making it impossible to place it in place. If the step height H required by the drawing is too small, it is recommended to use a offset mold.
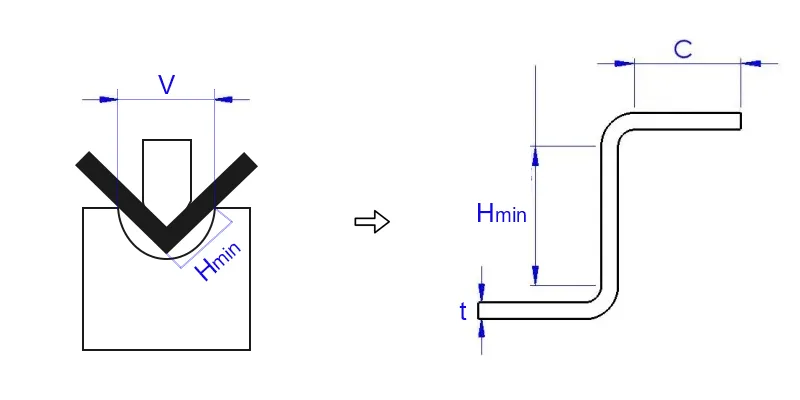
Calculation Formula:Hmin =(V/2)- 2t
2. Accumulated Angular Error and Support Instability
- Precision Limitations: Z-shaped busbar bending involves two distinct bending operations. When utilizing standard busbar bending dies, the presence of the initial bend during the second operation can render the busbar’s support points on the die unstable; this instability leads to positioning deviations and compromised bending accuracy.
- Springback Accumulation: Standard busbar bending dies rely on stroke control to determine the bending angle. A double bend entails two instances of springback. If the busbar material exhibits inconsistent hardness, the two ends of the Z-shaped bend can easily become misaligned—specifically, non-parallel—leading to difficulties in installation where the bolt holes fail to line up.
3. Mold Thickness Interference with the "Dead Zone”
- Upper Die (Punch) Interference: Standard straight-sword-style upper dies are typically quite thick. During the second reverse bend, the bent portion of the busbar may collide with the shank or side of the upper die.
- Machine Structural Interference: With longer busbars, the section that angles upward during the bending process may come into contact with the busbar machine’s main pressure beam or safety guard. This physical “dead zone” restricts the clearance available for flipping long Z-shaped workpieces.
4. Stress Concentration and Indentation
- When the bending die of the bending machine is depressed, the busbar will try to return to its original shape due to the elasticity of the metal, resulting in an actual bending angle greater than the angle pressed down by the bending die.
How to Choose the Right Busbar Bending Die for Your Process?
Taking SUNSHINE Company’s SS-50-3CNC PRO CNC Busbar Processing Machine as an example, this equipment is configured with two types of female dies featuring maximum widths of 40 mm and 90 mm, corresponding to minimum bending heights of 20 mm and 45 mm, respectively. If your required minimum bending height exceeds 20 mm, you may utilize this standard busbar bending die; however, if your required minimum bending height is too small, we recommend ordering a customized offset die.
Example 1:
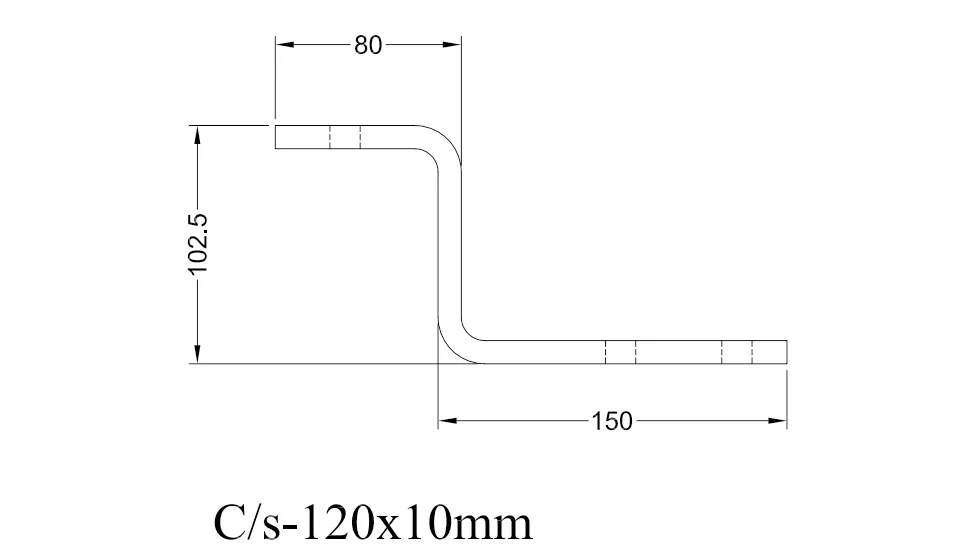
According to the specifications shown in the technical drawings, this component is a typical busbar measuring 120 mm in width and 10 mm in thickness. A thickness of 10 mm falls into the medium-to-heavy range, which implies that the bending die must be capable of withstanding substantial bending forces to form the required Z-bend, featuring a central section length of 102.5 mm. Given the large cross-sectional area, deep bending angle, and heavy-duty nature of this busbar, the tonnage required for the bending operation is significant; consequently, the use of a CNC busbar bending machine with a capacity of 50 tons or higher is absolutely essential.
Recommended Specifications:
We recommend using the SUNSHINE SS-30-3CNC Pro Busbar Bending Machine, configured with V-groove busbar bending dies with a width of 80mm or 100mm.
Example 2:
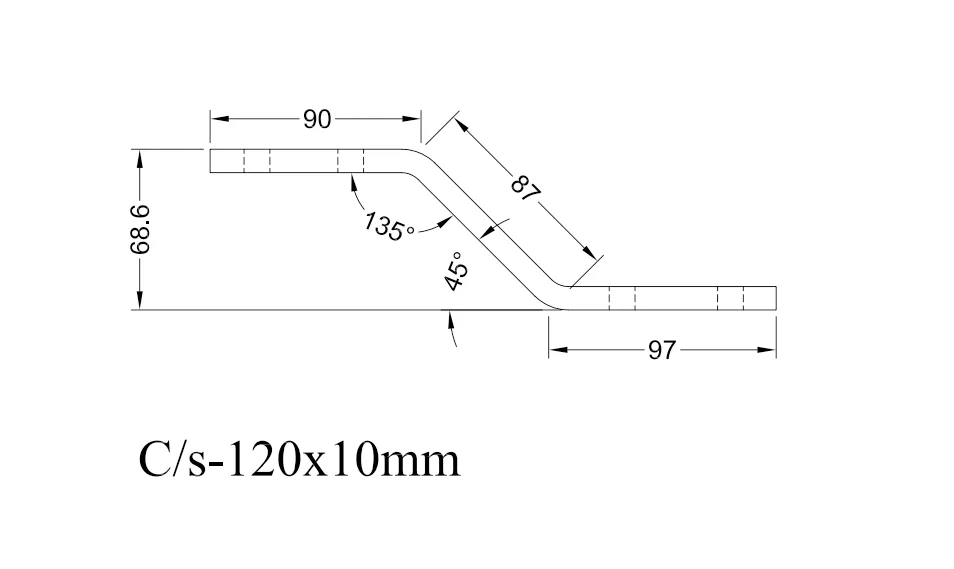
This is a Z-shaped bent busbar measuring 120 mm in width, 10 mm in thickness, and 87 mm in length at the central section; due to its 10 mm thickness, a busbar bending die capable of withstanding substantial bending forces is required.
Recommended Specifications:
We recommend using the higher-tonnage SUNSHINE SS-30-3CNC Pro busbar bending machine, configured with V-die busbar bending tools featuring a width of 80 mm or 100 mm.
Example 3:
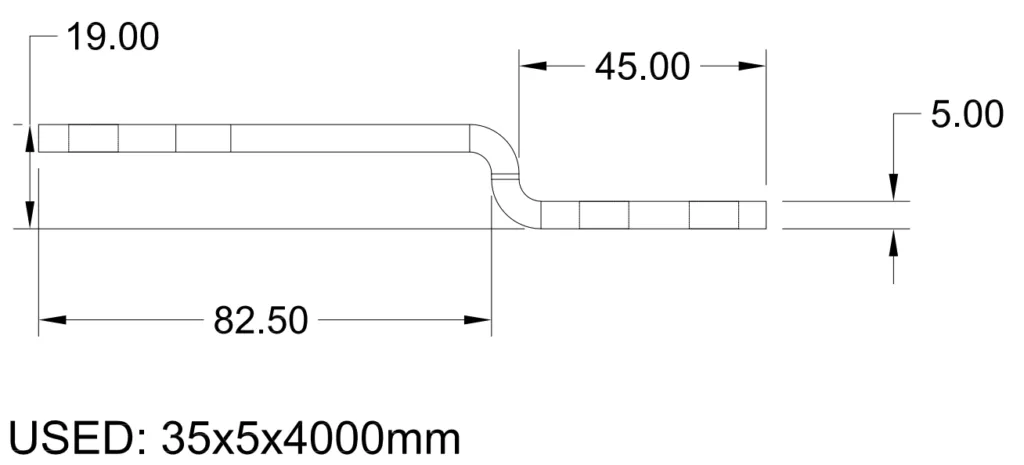
According to the drawings, this is a small-format busbar measuring 35 mm in width and 5 mm in thickness. The total length of the central section is 19 mm; however, after subtracting the thickness of the two copper bars, the length of the intermediate angled segment is reduced to a mere 9 mm, resulting in a very small clearance.
Recommended Specifications:
For this type of relatively thin and narrow, small-dimension busbar, we recommend directly customizing a single-piece forming die (specifically, an offset die). This eliminates the need for a two-step bending process, allowing both bends to be completed in a single stamping operation, thereby significantly boosting production efficiency.
Based on the foregoing, it can be concluded that busbars with greater thickness and longer bending spans impose higher demands on the tooling. Specifically, as the busbar thickness increases and the bending span lengthens, the bending force that the busbar bending die must withstand becomes greater; consequently, the tonnage requirements for the busbar bending machine increase accordingly.
- For busbars with a thickness of 16 mm or greater and a large center-to-center distance, an 80–100 mm busbar bending die must be used. We recommend pairing this with a SUNSHINE SS 50-3CNC or SS 80-3CNC high-tonnage busbar bending machine.
- For a thickness of 10mm combined with a long center distance: a standard bending die is sufficient. For instance, a SS-30-3CNC busbar bending machine equipped with a 50mm or 80mm bending die can successfully execute the bending process. The specific die selection may be determined based on the actual length of the center distance.
- For a thickness of 5mm with a very small center-to-center distance: simply commission a custom offset die; this enables highly efficient mass production.
When selecting busbar bending dies, the goal is not to choose the most expensive option, but rather the one that is best suited to your specific processing requirements.
Choosing the right bending die is critical; it not only impacts processing efficiency but also directly affects the busbar’s electrical conductivity, structural integrity, and surface finish.
Robin—an engineer with over ten years of experience in busbar machine sales—advises that when selecting dies based on your bending process, you must comprehensively consider the bending method, busbar specifications, and precision requirements. Currently, SUNSHINE stands as China’s largest manufacturer and supplier of CNC busbar processing equipment. We are fully equipped to provide you with the diverse range of dies required for custom busbar fabrication.
Please feel free to contact us and submit your technical drawings,we will assist you in selecting the bending dies that are perfectly tailored to your specific busbar processing needs. We look forward to the opportunity to collaborate with you!